
Come evitare la perdita di sacchetto del filtro da collezione di polvere e mantenere basse emissioni?
2024-09-27
La produzione diBASSE FILTRODeve essere a prova di perdite mentre creano fori di spillo nelle cuciture e quindi corrono il rischio di aumentare le emissioni del baghouse durante il funzionamento. La prevenzione delle perdite garantisce che le borse raggiungano costantemente basse emissioni. Discuteremo su come rilevare e affrontare le perdite nelle borse in un articolo separato.
1 Misure di prevenzione delle perdite della borsa da filtro
1,1 Processo di fusione
Hot Melt può risolvere i problemi di bara, fili sciolti, fori e altri problemi che si verificano nella cucitura tradizionaleBASSE FILTRO, in particolare i fori del corpo della borsa, l'efficienza è circa 5 volte quella del cucito tradizionale e ha i vantaggi anche del cucito e del forte legame. Tuttavia, non tutti i sacchetti da filtro possono essere cuciti con il processo di fusione a caldo, di solito le fibre a strato singolo, i sacchetti da filtro in fibra termoplastica possono essere cuciti con il processo a caldo. La Figura 1.1 mostra il diagramma schematico della sacca da filtro dopo il trattamento a caldo. Dopo il trattamento con calda, non ci sono fori nelle articolazioni del sacchetto del filtro e non vi è alcun rischio di penetrazione di polvere fine attraverso i fori. Pertanto, nelle stesse condizioni di test, la borsa da filtro a calcio ha la massima efficienza di filtrazione.
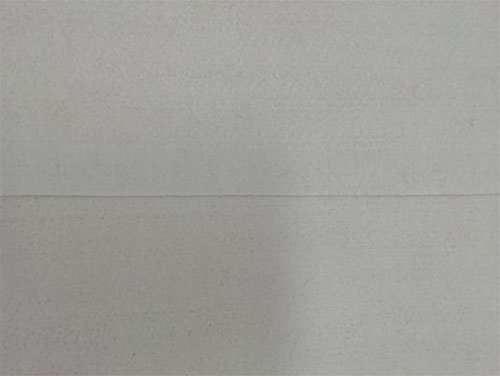
Figura 1.1 Diagramma schematico della sacca da filtro dopo il trattamento a caldo
1.2 Processo di sopracciglio
Quando la cucitura a caldo non è possibile e viene utilizzata la cucitura del filo, i fori sono inevitabilmente lasciati nella borsa del filtro. Un processo di rivestimento viene spesso utilizzato nel settore per prevenire perdite nei sacchi da filtro. Il processo di rivestimento inizia con la selezione di un sigillante appropriato per condizioni di gas di combustione complesse. Ciò si ottiene attraverso un approccio su tre punte: valutazione di laboratorio, studi di produzione e esperienza ingegneristica. Una volta identificato un sigillante adatto, viene impiegata l'attrezzatura di rivestimento automatico per applicare uno strato di sigillante ai fori del filo di cucito sulla borsa. Ciò garantisce la stabilità e l'uniformità della superficie del prodotto rivestito e ottimizza la sigillatura del foro stenopeico. Gli studi hanno dimostrato che l'efficienza di filtrazione delle borse rivestite è simile a quella delle borse da filtro a caldo.
La Figura 1.2 mostra un diagramma schematico dei fori della borsa prima e dopo il rivestimento.

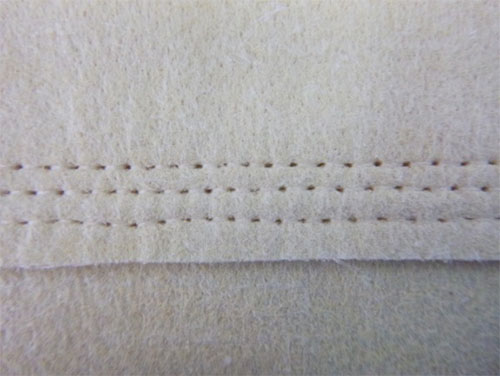
Figura 1.2 Diagramma schematico dei fori della borsa prima e dopo il rivestimento (diagramma superiore con adesivo, diagramma inferiore senza adesivo)
1.3ptfe Processo di laminazione del nastro per sigillare i fori
Un ulteriore metodo per prevenire la perdita è la sigillatura dei fori di spirale attraverso l'utilizzo del processo di laminazione del nastro PTFE. Nonostante il fatto che il nastro PTFE sia un materiale resistente al calore e chimicamente stabile, esiste ancora la possibilità che possa staccarsi dal substrato quando lo viene aderito dalla laminazione calda. Una volta rimosso completamente il nastro PTFE, esiste ancora la possibilità di permeare la polvere. Come illustrato nella Figura 1.3, questa è una rappresentazione schematica dei fori nel corpo delsacca da filtroseguendo il processo di sigillatura con nastro PTFE.
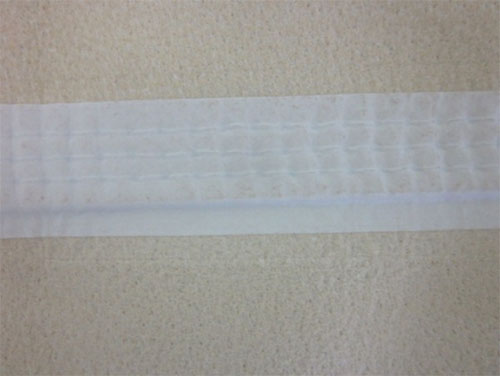
Figura 1.3: schema schematico di una borsa da filtro dopo aver applicato il nastro PTFE



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy